
How to Choose the Best Slurry Pumps Manufacturer in 2026?
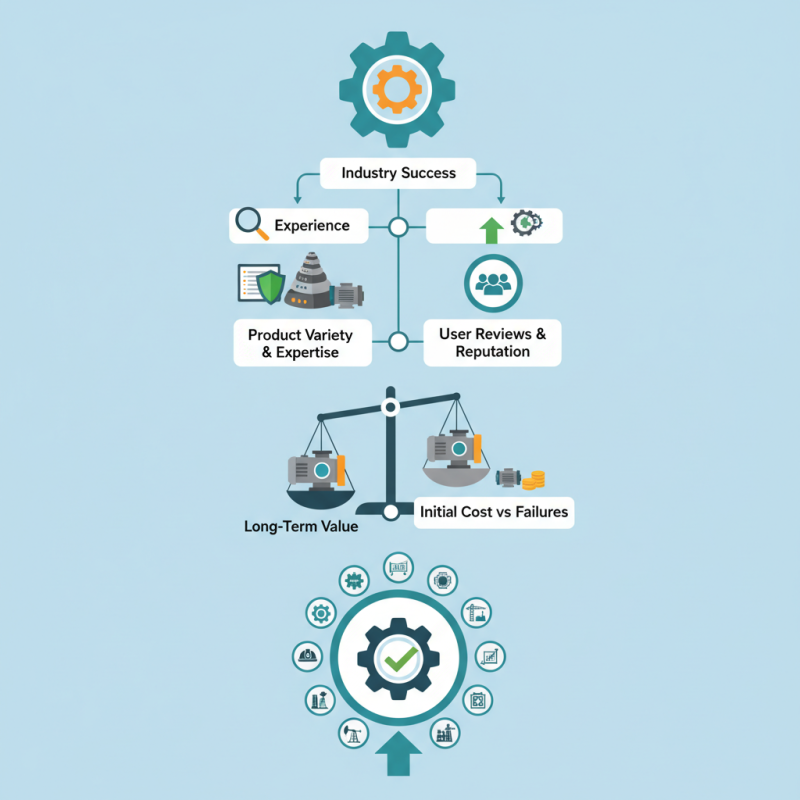
Choosing a suitable slurry pumps manufacturer is crucial for industry success. As the market grows in 2026, understanding your options becomes vital. Not all manufacturers offer equal quality or reliability. Experience plays a key role in making the right decision.
Look for manufacturers with a strong history in the field. They should have proven expertise and a variety of products to meet specific needs. Researching user reviews can highlight a manufacturer's reputation. Some may claim high efficiency without real evidence.
Be aware that the right manufacturer can significantly impact operations. Reliability is not just about the price. Sometimes, the cheapest option leads to higher costs due to failures. A thorough evaluation is essential. Reflecting on your industry requirements will help identify the best slurry pumps manufacturer for your project.
Factors to Consider When Selecting a Slurry Pump Manufacturer
Choosing a slurry pump manufacturer is critical for industrial efficiency. First, consider the manufacturer’s experience in the field. Companies with over ten years of experience typically have a deeper understanding of pump design and applications. According to industry reports, established manufacturers often report a 20% lower failure rate in operations compared to newer firms.
Next, assess the range of products offered. A diverse product lineup indicates the manufacturer’s ability to adapt to various industries, including mining and wastewater management. A recent survey revealed that 75% of operations benefited from sourcing pumps specifically designed for their unique conditions. Moreover, examining certifications and industry standards is crucial. A manufacturer complying with ISO standards often has established quality control processes.
Lastly, look into customer support and service. Reliable manufacturers provide extensive post-purchase support, which is vital as pump maintenance can be complex. A 2022 study highlighted that 60% of performance issues arose from inadequate support. Potential buyers should also seek feedback from existing customers to gauge reliability and service satisfaction. Such efforts in manufacturer selection can significantly impact operational efficiency and maintenance costs.